GRAVURE SUR MÉTAL (TAILLE-DOUCE)
Découvrez de nombreuses techniques de gravure sur métal, également appelées taille-douce.
Découvrir la gammeQu'est-ce que la gravure sur métal ?
Il existe de nombreuses techniques d'impression sur plaque métallique (aussi connue sous le nom de taille douce).
Essentiellement, les marques sont transformées en une surface métallique, qui est ensuite encrée et essuyée, laissant la couleur dans les rainures, prête à être transférée sur votre surface d'impression en étant pressée contre une surface (comme le papier) en passant par une presse.
Les deux principales techniques sont la gravure et la gravure à l'eau-forte. La gravure est l'endroit où les lignes à imprimer sont découpées dans une plaque de métal à l'aide d'un outil.
La gravure traditionnelle découpe le métal à l'aide d'un outil de coupe à main de type burin appelé burin. La gravure à la pointe sèche est similaire mais utilise un outil pointu en forme d'aiguille et est plus libre. La gravure à l'acide est utilisée pour corroder la plaque métallique dans les zones à imprimer.
Gravure à l'eau forte
Dans la gravure traditionnelle, la plaque est recouverte d'un matériau résistant aux acides. À l'aide d'une pointe sèche, l'image est gravée dans le vernis, révélant la plaque en dessous.
La plaque est ensuite trempée dans de l'acide. L'acide mord à la surface de la plaque où il a été exposé. Une fois que la plaque est suffisamment mordue, elle est retirée du bain d'acide et le sol est enlevé pour préparer l'étape suivante de l'impression.
L'Aquatinte
Comme la gravure à l'eau-forte, le procédé aquatinte utilise de l'acide pour graver dans la plaque métallique. Cependant, lorsque la gravure utilise une aiguille pour gratter à travers une résine résistante à l'acide et faire des lignes, aquatinte utilise un fond de résine en poudre pour créer un effet sonore distinct.
La résine résiste aux acides et est généralement fixée à la plaque par chauffage contrôlé. L'endroit où les grains de résine sont placés imprime en blanc, avec des zones noires autour. La variation tonale est contrôlée par le niveau d'exposition à l'acide et la résine est ensuite lavée de la plaque avant l'impression.
Gravure
C'est la technique la plus ancienne et la plus difficile à maîtriser. La gravure est réalisée à l'aide d'un burin à main - une tige en acier inoxydable, affûtée et sertie dans un manche - qui découpe le métal de façon tranchante et l'enlève en copeaux. Il produit une ligne pure et définie.
Pointe sèche
La gravure à la pointe sèche est beaucoup plus facile à maîtriser que la technique du burin et implique généralement un substrat de plaque plus tendre. La pointe sèche traditionnelle vous permet de dessiner votre image librement et spontanément sur la plaque à l'aide d'un crayon. Il s'agit d'une "aiguille" à pointe dure, munie d'une pointe de métal ou de diamants, qui laisse une crête surélevée le long du sillon (la bavure) qui est laissée en place et non grattée comme vous le faites avec la technique du burin. Les bavures et les rainures jouent un rôle déterminant dans la création des marques imprimées.
Manière noire
Techniquement une technique de pointe sèche, le procédé de manière noire donne un effet tonal et utilise un outil métallique denté pour indenter la plaque d'impression métallique, plutôt qu'une aiguille. L'outil est basculé sur la surface de la plaque et vous permet de créer des impressions avec des dégradés de tons doux et des noirs riches et veloutés.
Eau forte
Le vernis à graver est la substance dans le processus de gravure qui résiste à l'acide. Il est disponible en différents formats - sous forme liquide ou solide - dans une gamme de niveaux de résistance aux acides.
Le vernis à graver dur est complètement résistant à l'acide et est idéal pour le travail des lignes, les détails et le pointillage. Le vernis à graver mou n'est que partiellement résistant à l'acide et peut être utilisé pour pousser les lignes douces ou l'effet de texture dans la plaque.
Le vernis à graver liquide est facile à utiliser et peut être brossé sur la plaque ou le rouleau. Il permet également d’arrêter les zones à mi-chemin dans le processus acide, ce qui est particulièrement utile lorsque l'on travaille avec un vernis mou ou de l'aquatinte pour obtenir des effets ciblés.
Charbonnel Lamour Noir est un vernis de finition dur à base de bitume et de térébenthine. Le vernis est mis en forme de boule solide et doit être fondu sur une plaque chaude pour former une tâche qui peut ensuite être étalée.
Le bitume granulé peut être mélangé dans des vernis liquides pour augmenter sa résistance aux acides, tandis que la résine broyée est utilisée pour la technique de l'aquatinte, disponible dans une gamme de granulométries. Les grains de carborundum sont utilisés dans les techniques de mezzotint et de collagraphie au carborundum pour créer des dégradés de tons et une texture sableuse.
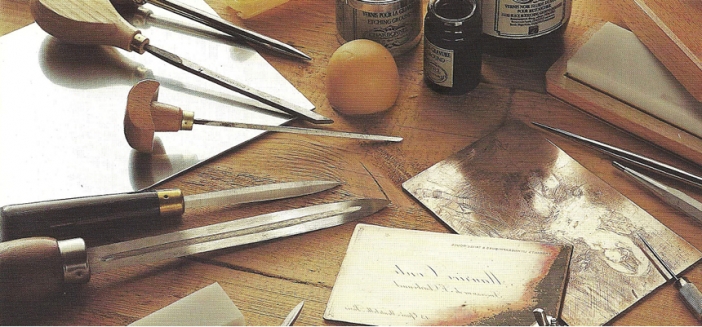
OUTILS DE GRAVURE À L'EAU-FORTE ET DE GRAVURE CLASSIQUE
Burins
Les burins pour la gravure de plaques métalliques sont disponibles dans un large choix de tailles et de formes pour répondre à vos besoins.
Nous offrons des burins de haute qualité dans un choix d'angles et de formes de manches - les burins à manches carrés de No2 à No12, les burins à manche ovale de No2 à No8.
Nos manches en bois sont en forme de champignon, ergonomiques, courts et creux, conçus pour s'adapter confortablement dans la paume de la main.
Aiguilles
La pointe sèche et la gravure à l'eau-forte nécessitent des outils solides et fins en forme d'aiguilles.
Nous offrons des aiguilles à pointe ronde ou carrée, en diamant, tout acier et carbure, dans une sélection de tailles.
Polisseuses & Racloirs
Pour limer, aplanir les bavures, polir, mettre en valeur et corriger, nous disposons d'outils à manche en bois ou tout acier, à simple et double face, disponibles dans une gamme de formes, dimensions et angles variés.
Roulettes
Ces outils à manche en bois sont munis d'une meule à pointes qui sert à inciser même les marques sur les plaques en taille-douce.
Nous proposons deux motifs principaux de roulettes - trame à points qui donne un effet de pointillé, et trame à lignes qui donne des lignes parallèles. Chacune est disponible dans une gamme de tailles avec un manche courbé ou droit.
Berceaux et accessoires
Pour créer des marques, vous pouvez utiliser un berceau métallique portatif muni de dents.
Nous offrons un choix de calibres et de largeurs, ainsi que de poids et de supports. Nos poignées ergonomiques sont en bouleau teinté, tandis que les berceaux sont en acier à outils à haute teneur en carbone de la plus haute qualité.
Outils de teinte
Les outils de teinte d'angle et de teinte elliptique sont couramment utilisés pour réaliser des ombres parallèles fines. Ces outils sont également populaires pour la gravure sur bois. Nous offrons une large gamme de styles.
Spatules et couteaux
Les couteaux et les spatules sont indispensables à l'artiste pour moudre finement et assurer un mélange parfait des couleurs.
Nous offrons des spatules de largeurs allant de No1 à No10, ainsi que des couteaux d'affûtage allant de 12 à 25cm.
Outils d'affûtage et de polissage
Les outils de gravure et de gravure à l'eau forte nécessiteront un affûtage régulier pour maintenir un tranchant parfait. Pour cela, on utilise des pierres à polir et des papiers, ainsi que des porte-outils spéciaux.
Nous offrons une gamme complète comprenant la pierre de l'Arkansas, la pierre de corindon et différents degrés de finesse de la pierre de l'Inde.
PLAQUES ET OUTILS
Plaques métalliques
Différents supports peuvent être utilisés pour différentes techniques de plaques métalliques.
Le cuivre est le plus couramment utilisé et convient à une large gamme de procédés d'impression en taille-douce. Il est traditionnellement utilisé pour la gravure à l'eau-forte, car il mord uniformément, maintient bien la texture et ne déforme pas la couleur de l'encre lorsqu'on l'essuie.
Le zinc est moins cher et plus doux que le cuivre, donc préférable pour les débutants, mais il ne mord pas aussi proprement que le cuivre, et il altère certaines couleurs d'encre.
Le type de métal utilisé pour la plaque influe sur le nombre d'impressions que la plaque produira. La pression ferme de la presse à imprimer efface lentement les détails les plus fins de l'image à chaque passage. Avec un cuivre relativement tendre, les détails de la gravure commenceront à s'user très rapidement, et certaines plaques de cuivre présentent une usure extrême après seulement dix impressions.
Cette usure de l'image au fil du temps est l'une des raisons pour lesquelles les estampes gravées créées au début d'une série numérotée ont tendance à être valorisées plus fortement.
Polissage d'assiettes
Avant tout travail, la plaque est polie selon la technique directe ou indirecte.
Notre gamme de produits comprend le papier de polissage 4/0 et 600, d'une gomme abrasive et du carborundum n°600.
Ces matériaux sont également utilisés pour effacer toute correction et imperfection de la plaque et permettre son repolissage.
Dégraissage d'assiettes
Les plaques devront être dégraissées pour obtenir les meilleurs résultats.
Pour cela, nous vous proposons du Blanc de Meudon, une poudre de craie kaolin. Mélangé avec de l'eau, il crée une solution de nettoyage pour la plupart des métaux (à part ceux qui contiennent du fer), du verre et du marbre.
Rouleaux encreurs
L'encre est appliquée sur la plaque à l'aide d'un rouleau à main. La tête du rouleau est en caoutchouc de sorte qu'elle offre un bon contact avec la surface métallique.
Nous offrons une gamme de tailles et de styles, avec des poignées en plastique ou en bois."
Tissu d'essuyage Tarlatan
Pour essuyer l'encre des plaques en taille-douce, le tissu tarlatan est transformé en tampon d'essuyage. Il s'agit d'un tissu de coton semi-transparent à armure ouverte qui a été amidonné pour donner de la structure à la serviette.
Nous l'offrons au mètre.
Couvertures en feutre
Le feutre est posé sur le plateau de la presse pour servir de coussin à la plaque de gravure.
Entre deux et six blanchets de feutre aident à supporter la pression exercée par les cylindres de la presse et à absorber une partie de l'humidité du papier, tout en aidant la plaque ou la matrice à glisser dans la presse.
ENCRES DE TAILLE DOUCE, HUILES, MÉDIUMS ET POUDRES

Les encres de qualité professionnelle sont un élément essentiel de l'impression en taille-douce car elles doivent transmettre les subtilités du travail de l'artiste. Utilisez toujours une formule à base de pigments finement broyés, résistants à la lumière, pour garantir une haute qualité d'impression, une coloration intense, une viscosité adaptée à l'application et à l'essuyage, et une longue durée de vie.
Nous fabriquons deux gammes distinctes, offrant des résultats de la plus haute qualité pour les imprimeurs et les artistes les plus exigeants.
Encres à base d'huile
Nos encres les plus connues sont les encres traditionnelles taille douce Charbonnel, composées de 54 couleurs dont deux métallisées et 10 noires. Vous avez le choix entre des tubes de 60 ml et des pots de 200 ml dans toutes les couleurs, tandis que les noirs sont également disponibles dans un format plus grand de 800 ml.
Nous proposons également une gamme d'additifs pour huile à mélanger avec les encres taille douce Charbonnel pour créer la viscosité, la transparence et la brillance que vous souhaitez. L'huile claire diluera les encres lorsqu'elles sont trop épaisses, l'huile grasse vous aidera lorsque vous créez des teintes.
Encres d'impression lavable à l'eau
Notre gamme d'encres d'impression lavables à l'eau est composée de 23 couleurs dont 6 noirs. Formulée selon une norme professionnelle, elle a la même concentration de pigment élevée que les encres classiques, mais est fabriquée avec une huile émulsifiée non nocive. Elle est donc soluble dans l'eau et peut être nettoyée à l'eau plutôt qu'au solvant. Utilisez-la de la même manière que l'encre traditionnelle - pour les techniques de gravure sur métal, bois, lino, d’aquatinte et de monotype. Les couleurs sont disponibles en tubes de 60 ml, tandis que les noirs sont également disponibles en pots de 200 ml.
Nous fabriquons également des produits complémentaires spécialement formulés pour accompagner les encres Charbonnel. Le médium transparent sans solvant peut être mélangé avec les encres d'impression lavables à l'eau pour augmenter la transparence, diluer et éclaircir, tandis que l'huile pour encre d'impression lavable à l'eau équivaut aux huiles claires, grasses et fortes de notre gamme à base d'huile
Papiers pour impression
Le bon papier pour la gravure sur métal
Le papier sur lequel on a choisi d'imprimer est également d'une grande importance. Un tirage en taille-douce n'est pas seulement une reproduction, mais une création originale et le papier utilisé fait tout autant partie de la composition. Il existe une large gamme de grammages, d'absorbances, de compositions, d'épaisseurs, de couleurs et de finitions de papier pour répondre à vos besoins. Tous doivent pouvoir résister à l'amortissement et à la compression par la presse - et doivent donc être très élastiques et résistants. Le papier que vous choisissez doit avoir une surface souple, non finie et non couchée et doit être résistant à la dégradation et au vieillissement.